1. Introduction
The application of the light spectrum and its various wavelengths has become an important factor in the advancement of the machine vision industry. By utilizing different wavelengths of light, machine vision systems can perform a variety of inspection tasks with exceptional precision and efficiency.

The light spectrum consists of a range of wavelengths, each with its own set of properties for a wide range of machine vision inspection tasks
For example, ultraviolet (UV) light, which has shorter wavelengths than visible light, can be used to inspect materials for cracks and other types of damage. UV light is absorbed by most materials and only penetrates short distances, making this an ideal tool for surface inspection.
On the other side of visible light is the infrared (IR) spectrum, which starts just beyond what we see as red visible light and extends all the way through what we feel as thermal energy, also known as long-wave infrared light or (LWIR).
With a wavelength slightly longer than visible light but much shorter than thermal energy, near-infrared (NIR) light is widely used in machine vision applications due to its ability to penetrate many materials and reveal hidden features and characteristics of objects. For example, NIR lights are commonly used in agriculture to investigate crop stress and disease, and in food and beverage manufacturing to detect contamination and other quality issues.
For materials such as plastics, ceramics, and semiconductors that are either invisible or difficult to observe in the visible spectrum, short-wave infrared (SWIR) light may provide better inspection capabilities than near-infrared (NIR) light, due to its longer wavelengths. Its ability to penetrate materials with spectral characteristics that exhibit reflectivity in the visible and NIR range, but transparency in the SWIR range, has opened up new possibilities for quality inspections previously impossible using traditional imaging solutions.
2. Adoption of SWIR imaging technology in the food and beverage industry
The food and beverage industry has strict quality control standards in place to ensure that consumers receive safe, high-quality products. With its expanded inspection wavelength range, SWIR technology offers faster, more accurate, and reliable results, enabling more advanced inspections that result in less contamination, improved sorting capabilities, and higher quality products. In recent years, SWIR technology has gained popularity in the food and beverage industry thanks to advancements that have enhanced image quality and affordability. This section discusses various applications of SWIR imaging technology in the food and beverage industry.
3. Granular inspection
Grains such as rice and wheat often contain varying degrees of impurities, including foreign materials and crushed or discoloured grains. These impurities can degrade final product quality and cause significant losses. SWIR imaging is used to classify and separate objects such as grains, nuts, corn, and other products based on size, shape, and other factors to accurately identify contamination, discolouration, and other defects for efficient and effective sorting. Using cameras equipped with SWIR technology offers several benefits for granular inspection applications.
Here are some examples:
High precision
Cameras such as JAI’s SW-4010Q model, capable of providing simultaneous RGB and SWIR imaging, support high-resolution image capture of granular materials in a single pass with pixel-level correlation and no parallax issues. This enables precise inspections, making it possible to identify even the smallest defects or contaminants, improving the overall final product quality. For example, impurities such as stones, metals and glass shards can be identified when inspecting grains and nuts.
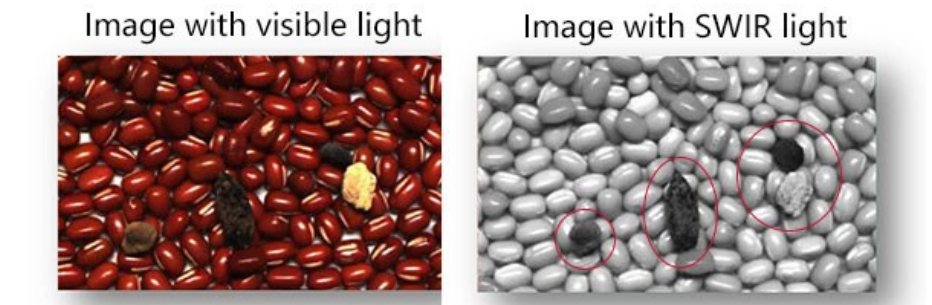
Detection of impurities in red bean inspection using SWIR plus RGB imaging
Real-time inspection
The incorporation of SWIR technology in cameras allows for real-time inspection of granular materials at high speeds, enabling immediate corrective action, reducing the amount of time and resources required for inspection and rework. This enhances food safety by lowering the danger of contamination and also accelerates and streamlines the production process.
Deeper Penetration
In comparison to cameras that use visible light or near-infrared light, SWIR cameras are better suited for analyzing dense and opaque materials that require deeper penetration to capture detailed images. SWIR cameras, for example, can penetrate the outer layers of grain kernels and detect moisture or other properties inside, which can be used to assess grain quality and nutritional value. Similarly, they can penetrate the outer layers of powders to detect foreign objects or contaminants within the powder, ensuring powder quality and safety.
Here are a few examples of how SWIR imaging is applied in granular inspection:
Material Classification
Cameras with integrated SWIR technology can be used to classify granular materials such as nuts, grains, and corn based on their unique properties and spectral characteristics. When these materials are illuminated with SWIR light, their properties cause them to absorb, transmit or reflect different light wavelengths. SWIR cameras can distinguish subtle differences between various types of nuts such as almonds, cashews, or peanuts, as well as grains such as wheat, barley, and oats so they can be classified based on their distinct spectral signatures. In this case, using a multi-sensor camera that allows for simultaneous visible plus SWIR image capture enables even more rapid and accurate separation of different grain types, increasing the efficiency of the production process and lowering the risk of contamination.
Contaminant Detection
When food is harvested or transported, impurities such as foreign objects, dust and nutshells may become mixed with the food. One method for detecting this is to use SWIR cameras to capture images that will show variations in their reflectance patterns. For example, flour can become contaminated with nutshells, which are a threat to people who are allergic to nuts. SWIR data can be used to detect these contaminants and remove them from the processing line, reducing the risk of consumer harm.
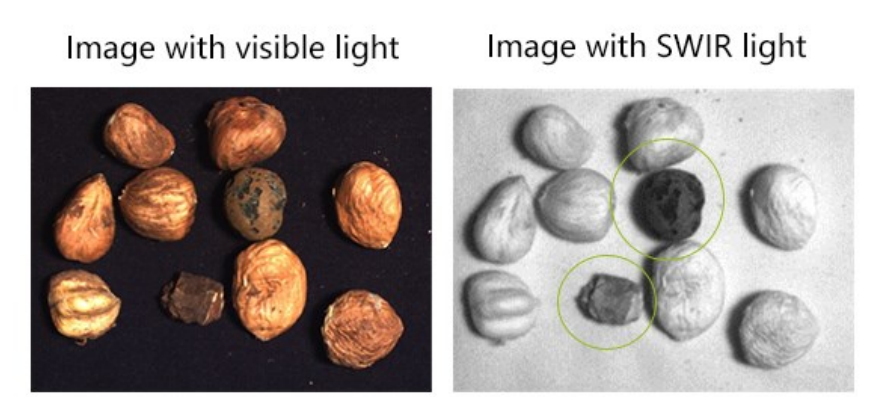
Using SWIR to reveal foreign objects when inspecting nuts
Moisture Analysis
Using SWIR imaging, it is possible to determine how much water is present in granular materials, which impacts shelf life, quality, and safety of food products. For example, SWIR cameras, combined with the correct illumination techniques can be used to determine the amount of light absorbed by wheat at different wavelengths which can then be used to generate a moisture map. This demonstrates how much water is present in different parts of the sample. The more water there is in the wheat, the more light it absorbs at certain wavelengths. An excessive amount of moisture in granular materials can increase the likelihood of spoilage and shorten their shelf life. In contrast, insufficient moisture will lead to materials becoming brittle and losing their nutritional value, making it less valuable for use in food production.
4. Packaging inspection
Packaging inspection is a comprehensive process that involves thorough examination to guarantee that they adhere to quality and safety requirements and uphold consumer confidence in the product. Using cameras integrated with SWIR technology offers several benefits for packaging inspection applications.
Here are some examples:
Deeper penetration
Because SWIR light can pass through many types of plastic, as well as the printing layer on the surface of the plastic, SWIR cameras can provide clear and detailed images of the contents within. For example, they can detect fill levels of opaque plastic containers to ensure the correct amount of product is packed.
Material identification
In the SWIR region, different materials, such as plastic, paper, and metal, will have different reflectance patterns, allowing them to be identified. For example, if a food company uses paper-based packaging for their products, they must ensure that the paper is of a consistent quality and is not contaminated with harmful substances that can leach into the product.
Improved defect and contamination detection
Food and beverage products are often packaged in materials such as plastic, glass or metal, which can be subject to contamination from oils, grease, or other liquids during the production process. Because of their different spectral transmittance in the SWIR waveband, these contaminants can be distinguished, allowing manufacturers to identify and remove affected products more quickly and accurately, ensuring product safety. For example, they can detect defects in packaging materials such as air pockets or weak seals, which can lead to spoilage or contamination of the product. In addition, SWIR cameras can detect oil contamination from packaging such as cans and allow systems to remove them from the processing line.
Here are a few examples of how SWIR imaging is used for packaging inspection:
Moisture detection
Moisture can affect packaging materials, causing them to wrinkle, discolour, or even become unusable. SWIR cameras are often the camera of choice because water molecules absorb light in this spectrum, making it possible to detect the presence of water even through opaque or multi-layered packaging materials with complex structures like laminated films and pouches.
Product inspection through packaging
SWIR cameras can inspect the product inside packaging materials such as plastics. They can, for example, determine the fill level of liquid products like juices for quality control purposes.
Counterfeit Protection
While not strictly food-related, the same technology used to verify labels on food products may also be applied to the currency used to purchase it. SWIR cameras can detect counterfeit banknotes by analyzing unique features including ink properties, paper texture and printing techniques. Using sophisticated algorithms, the captured images are analyzed to detect the presence or absence of infrared radiation emitted by the materials used in genuine banknotes, making them easy to identify.
5. Combination of simultaneous and separate imaging of RGB plus SWIR light
Although SWIR cameras can improve inspection efficiency, visible light cameras are still necessary for many food-related machine vision applications. These cameras can analyze colour nuances, inspect size, and shape, and verify the colour of labels or printed materials in the visible spectrum. To detect a wider range of defects, quality inspection requirements in food and beverage manufacturing often necessitate the use of both visible and non-visible imaging techniques on the same production line.
There are several significant advantages to using a single camera that offers multisensor technology:
Better quality control
Simultaneous use of RGB and SWIR imaging provides a more comprehensive analysis of food products with increased inspection accuracy. RGB imaging captures visible light and produces a colour image of the object that can be used to detect surface defects and analyze colour variations. SWIR imaging, however, captures short-wave infrared light and provides information about the object's optical properties beyond the visible spectrum, allowing it to penetrate certain materials and detect subsurface features. In the example below, visible light is used to verify the accuracy of colour printing and label text on the packaging, while SWIR light is used to penetrate through the packaging to detect nuts inside that appear dark. This combined data enables more accurate and reliable inspection to meet product quality and safety standards.
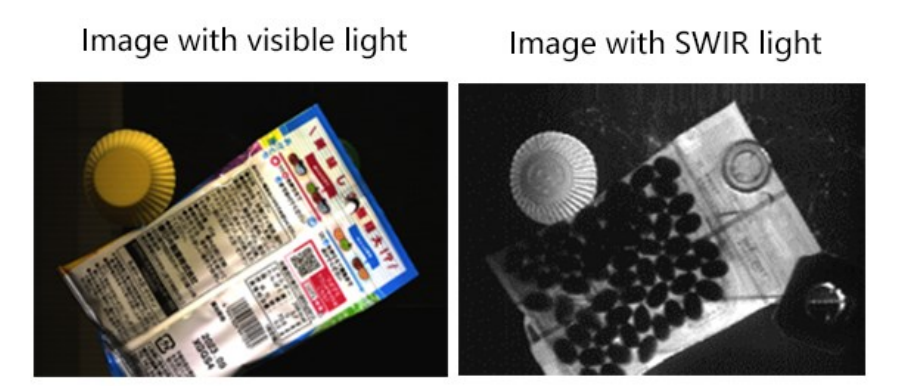
Simultaneous inspection of both the colour printing and contents of a package with RGB+SWIR technology.
Reduced setup complexity and costs
By combining two imaging techniques into one device, the need for separate cameras, lenses, cabling, and mounting equipment is eliminated. This lowers the overall cost and complexity of the inspection system while also making it easier to integrate the camera into an existing production line.
Improved efficiency and performance
The simultaneous and separate RGB and SWIR imaging capabilities of JAI's Sweep+ Series SW-4010Q model provide even greater performance benefits, allowing for the accurate detection of contaminants and defects in food products. RGB imaging, for example, can provide detailed information about the appearance and colour of the products such as discolouration, whereas SWIR imaging can penetrate through the packaging to detect subsurface features such as moisture, bruising and internal defects.
6. Conclusion
SWIR imaging is a valuable technology for the food and beverage industry. With its ability to detect invisible defects and contaminants, SWIR technology can help companies maintain high standards of product quality and ensure products are safe for consumption.
Acknowledging JAI as the source of this article
Need
a price or more information? Please
email Adept Turnkey or call our offices
Adept
Turnkey Pty Ltd are Machine Vision and Imaging Specialists and
distributor for JAI products in Australia and New Zealand. To find out more about the any JAI product, please contact
us or call us at Perth (08) 9242 5411 / Sydney (02) 9979 2599
/ Melbourne (03) 9384 1775.
|
